Tool and Die Explained for Modern Manufacturers
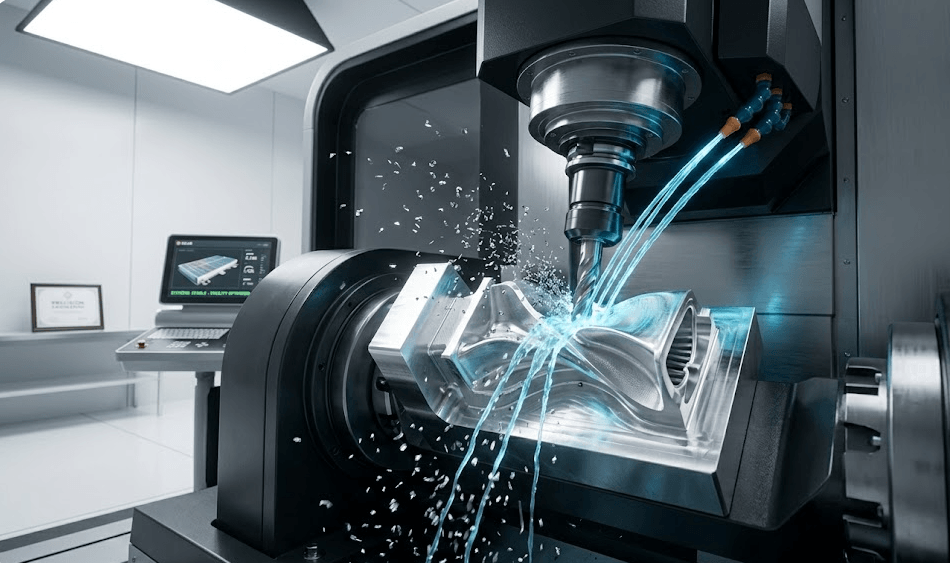
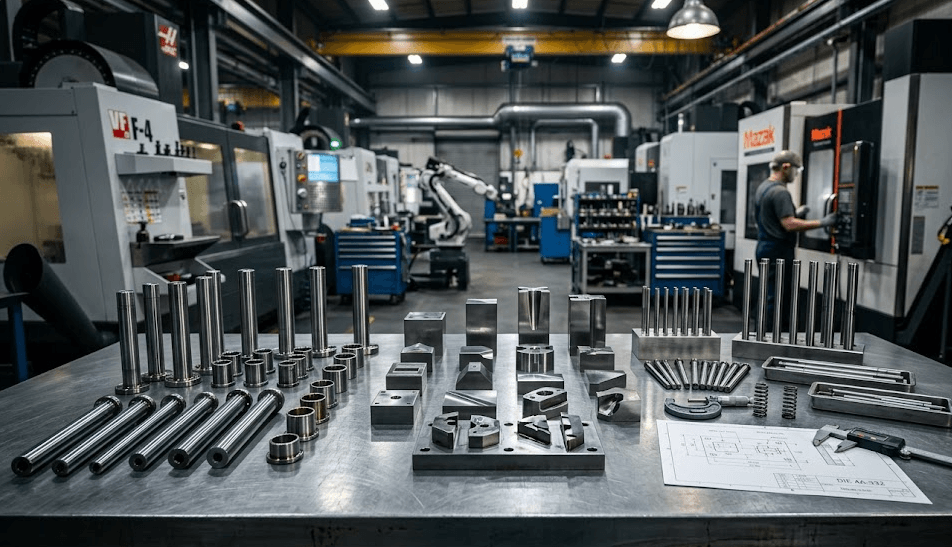
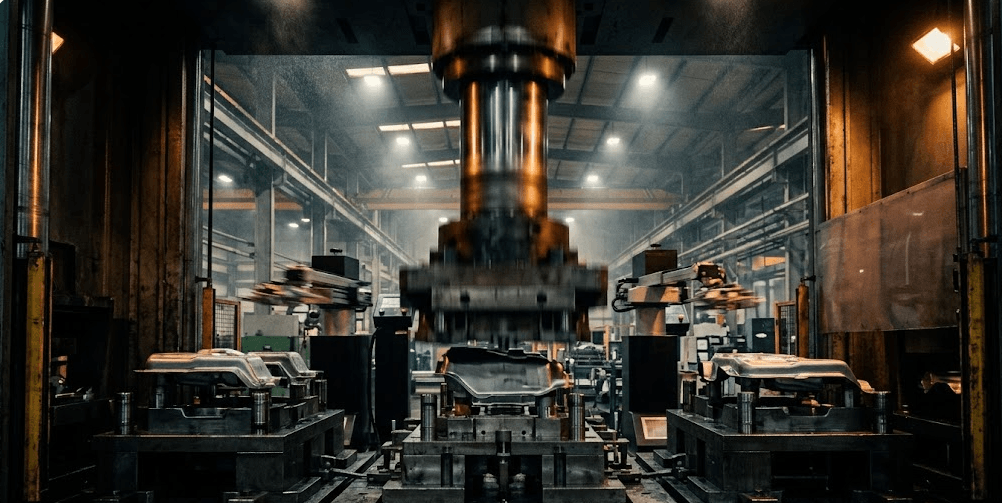
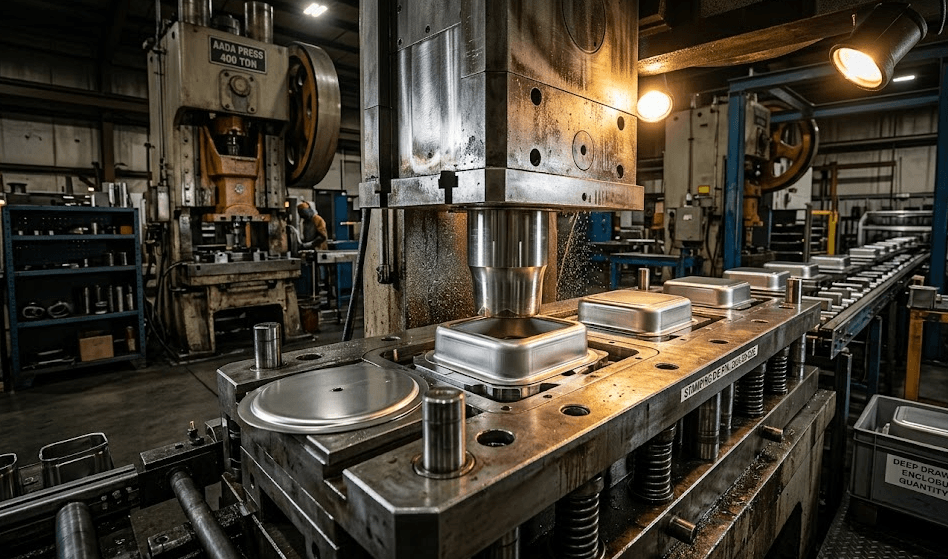
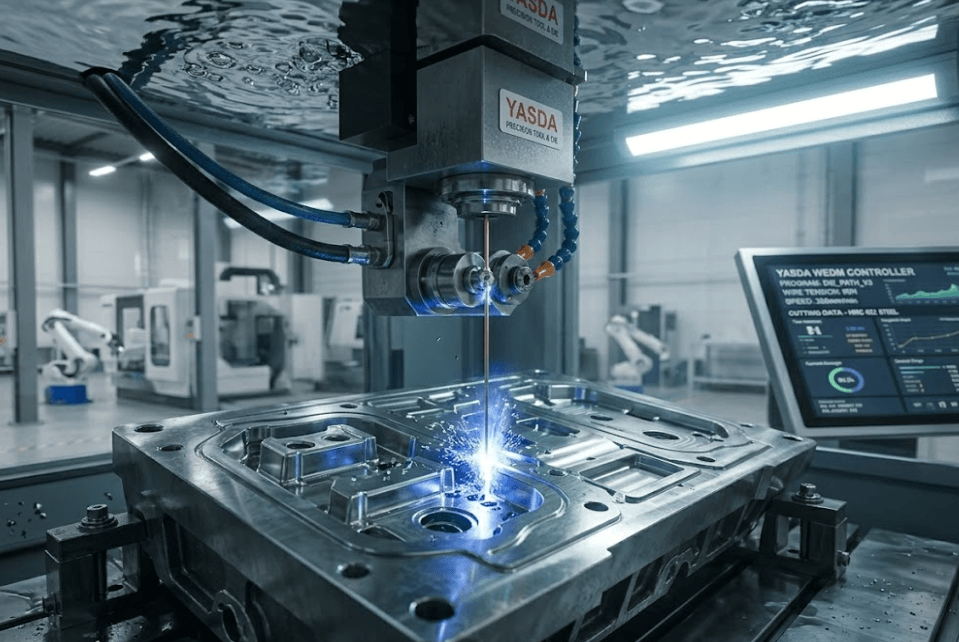
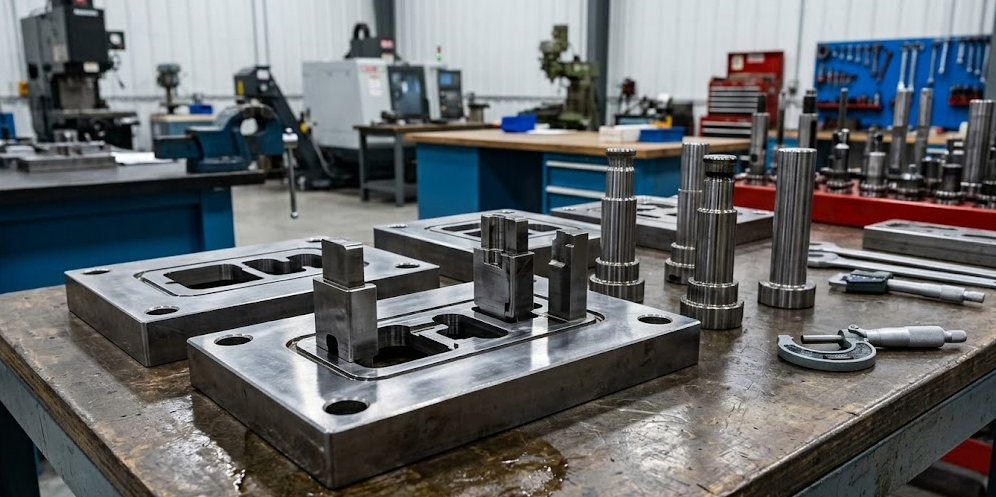
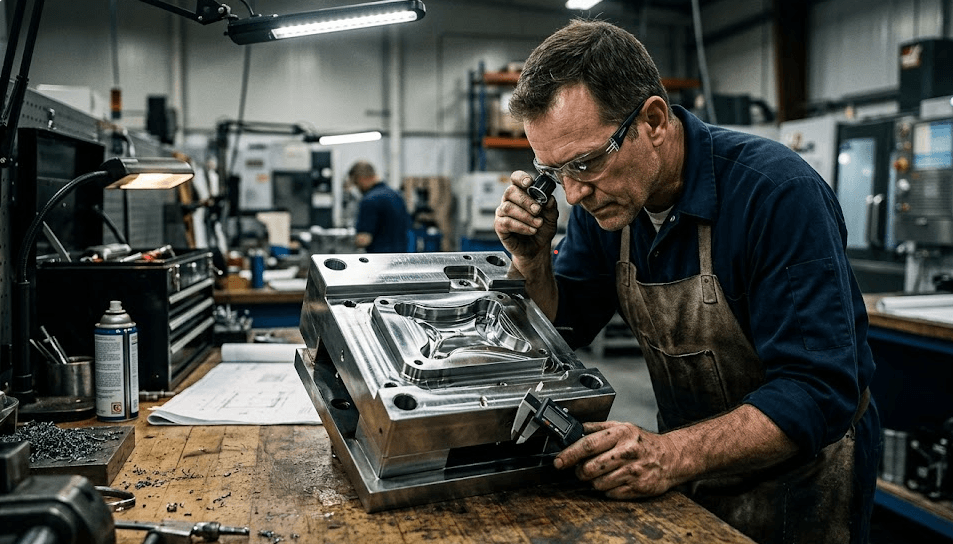
Tool and die is the work of building custom tooling, especially precision dies, fixtures, jigs, and gauges used to cut, shape, and form parts at scale. The quality of that tooling decides whether a component stays in spec across thousands of production cycles or starts drifting out of tolerance and creating scrap. For anyone sourcing precision parts or managing a production line, tooling quality has a direct impact on cost, consistency, and delivery. What Is Tool and Die in Manufacturing? Tool and die is the trade and discipline of designing, building, and maintaining the specialised tooling used to cut, shape, form, and stamp materials into finished components. Unlike off-the-shelf cutting tools, the tooling a tool and die maker builds — dies, jigs, fixtures, gauges, and moulds — is engineered specifically for a part or production process. The work is hands-on and highly skilled. It sits at the intersection of machining, metallurgy, and precision engineering. Without it, high-volume manufacturing of consistent, accurate parts simply doesn’t scale. What Is the Difference Between a Tool and a Die? Manufacturers often use these terms together, but they mean different things. A tool is any device used to cut, grind, drill, or otherwise machine material — it’s the broader category. A die, on the other hand, is a specific type of tool: a hardened steel form that cuts or shapes material under pressure, typically in stamping, punching, or forming operations. So think of a die as a specialised subset of tooling. A punch press needs a die. A CNC lathe uses cutting tools. Both fall under the tool and die umbrella, but they serve different functions in the process. This is still very important when agreeing on the scope of work with a supplier or reviewing job requirements. Why It Still Matters in Modern Manufacturing Some manufacturers assume that advanced CNC equipment and automation have made traditional tool and die skills less relevant. In practice, that’s not accurate. CNC machines still need precision tooling to run correctly. Stamping lines still depend on properly engineered dies. Automated systems still need fixtures and gauges built to tight tolerances. What’s changed is the complexity of the parts manufacturers produce. Tighter tolerances, harder materials, and higher production volumes have raised the stakes on tooling quality. A poorly made die doesn’t just produce bad parts — it creates scrap, slows lines, and causes unplanned downtime. Getting the tooling right up front is what keeps output stable and prevents problems later. Repeatability is the core value here. A well-made die can produce hundreds of thousands of identical parts within spec. That level of consistency is only achievable when the tooling itself carries the same precision the finished part demands. How Tool and Die Affects Precision Parts Production Tooling quality directly determines the quality of the parts that come off it. If a die carries dimensional variation, every part it produces will carry that variation too. Similarly, if a fixture doesn’t hold a workpiece correctly, the tolerances on that feature become unreliable from the start. For precision parts — components where a few thousandths of an inch matter — this relationship is critical. A well-designed die holds tight tolerances across long production runs. It compensates for material springback, accounts for wear over time, and maintains the geometry the part requires. Beyond accuracy, tooling also drives cycle times. Dies and fixtures that engineers design with production efficiency in mind reduce setup time, minimise handling, and support faster throughput without sacrificing accuracy. When manufacturers get the tooling right, production runs cleaner with fewer interruptions. What Manufacturers Should Look for in a Supplier Not all tool and die shops deliver the same results, so it pays to evaluate suppliers carefully before committing. Start with engineering capability. Can they design tooling from scratch, or do they only replicate existing designs? Strong engineering capability matters most when developing new parts or adapting tooling to changing specs. Next, look hard at tolerance control. Ask how they verify tooling dimensions and what standards they hold themselves to. A supplier who cannot clearly explain their inspection process or their quality management system is a risk in any precision application. Also consider production support over the life of the tooling. These wear. Fixtures need adjustment. A supplier who offers ongoing maintenance and repair keeps lines running without the cost and lead time of rebuilding from scratch. Finally, look at quality consistency across jobs and over time. Consistent output signals disciplined processes — not just strong performance on the first order, but reliable results on every order that follows. Next, look hard at tolerance control. Ask about their quality assurance process, how they verify tooling dimensions, and what standards they hold themselves to.