What Are the Key Components of Tooling Die Sets in Precision Stamping?
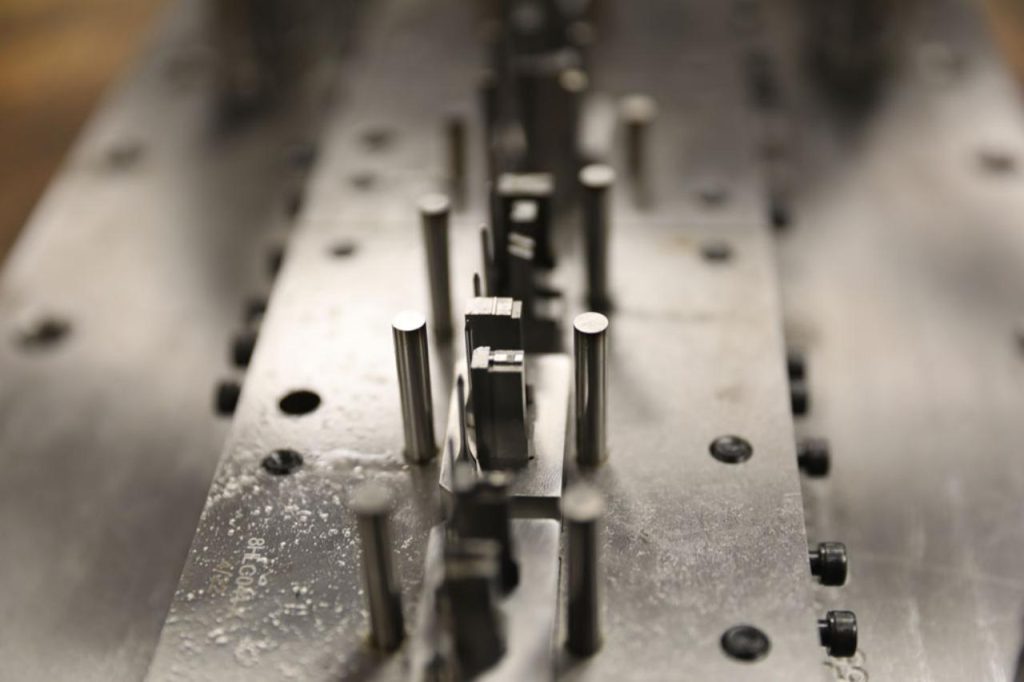
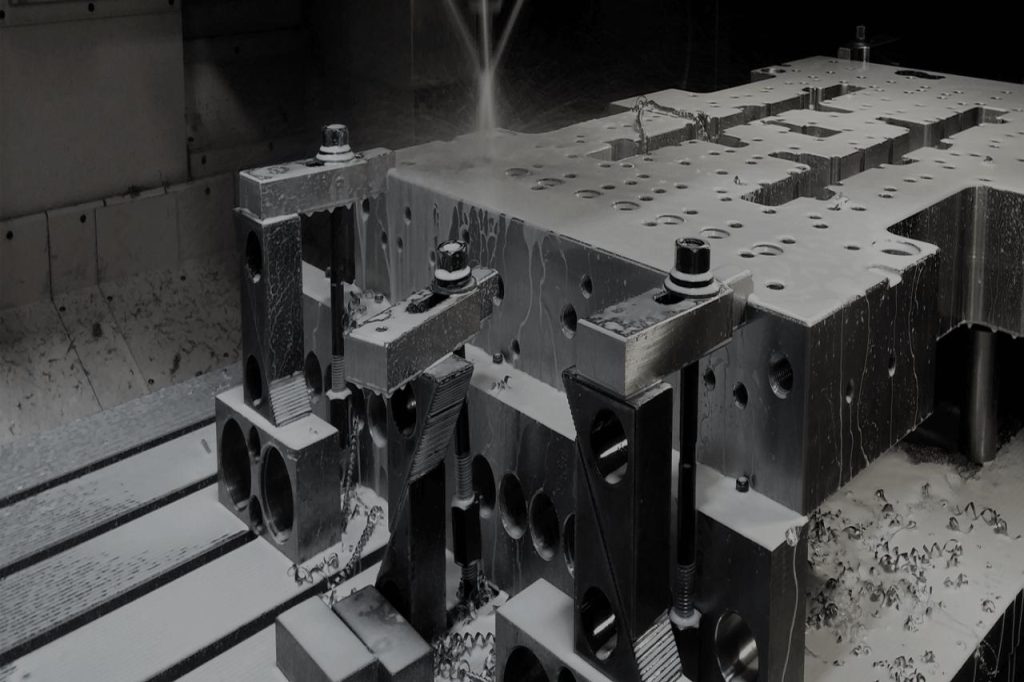
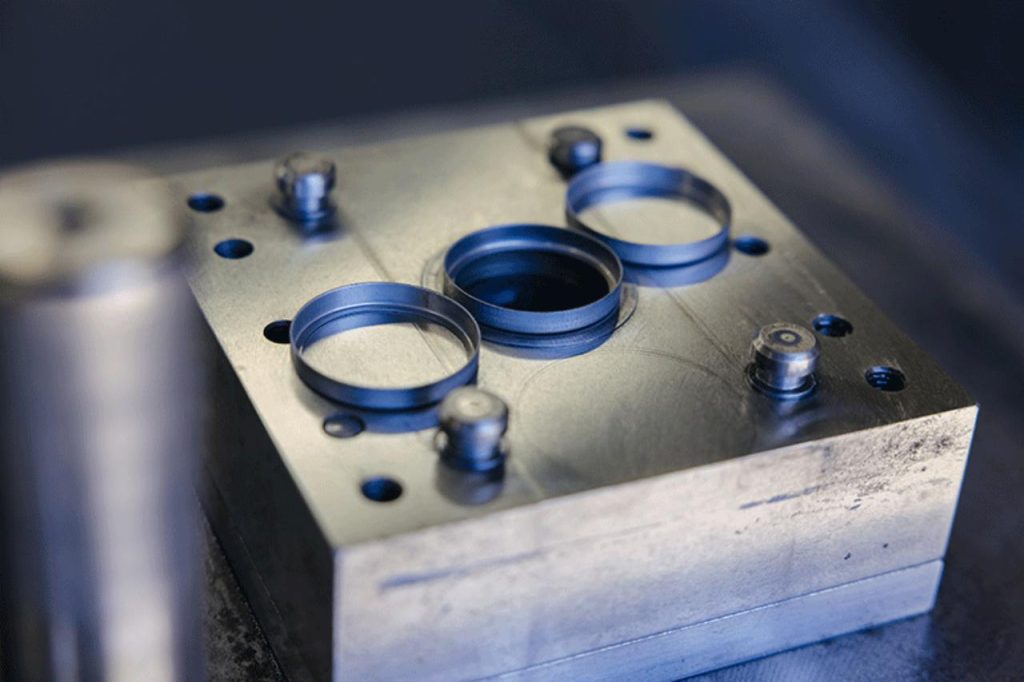
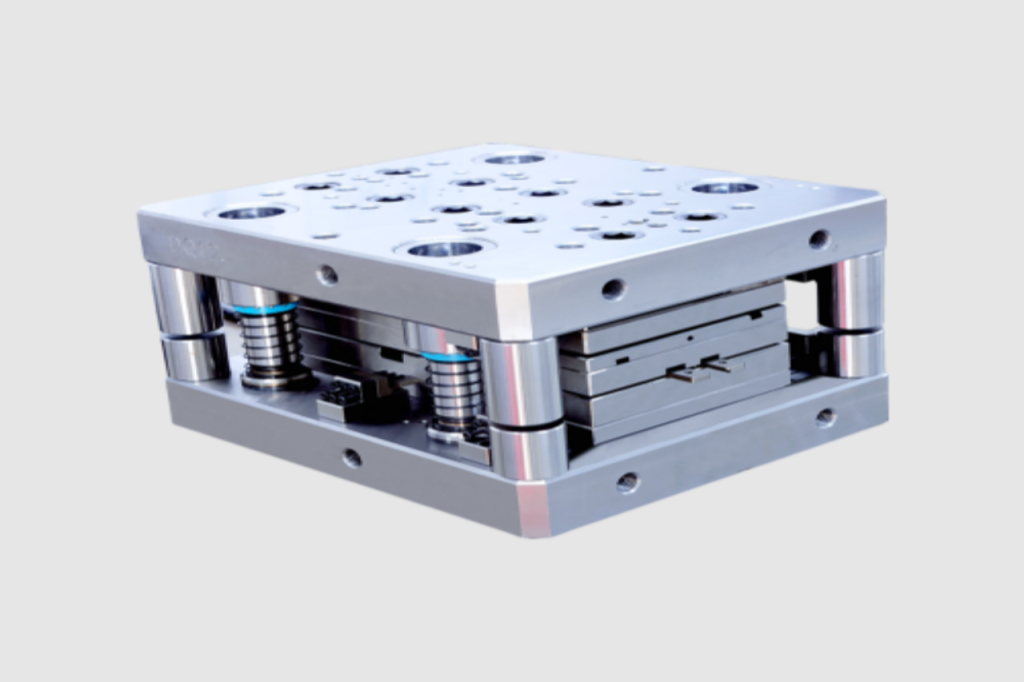
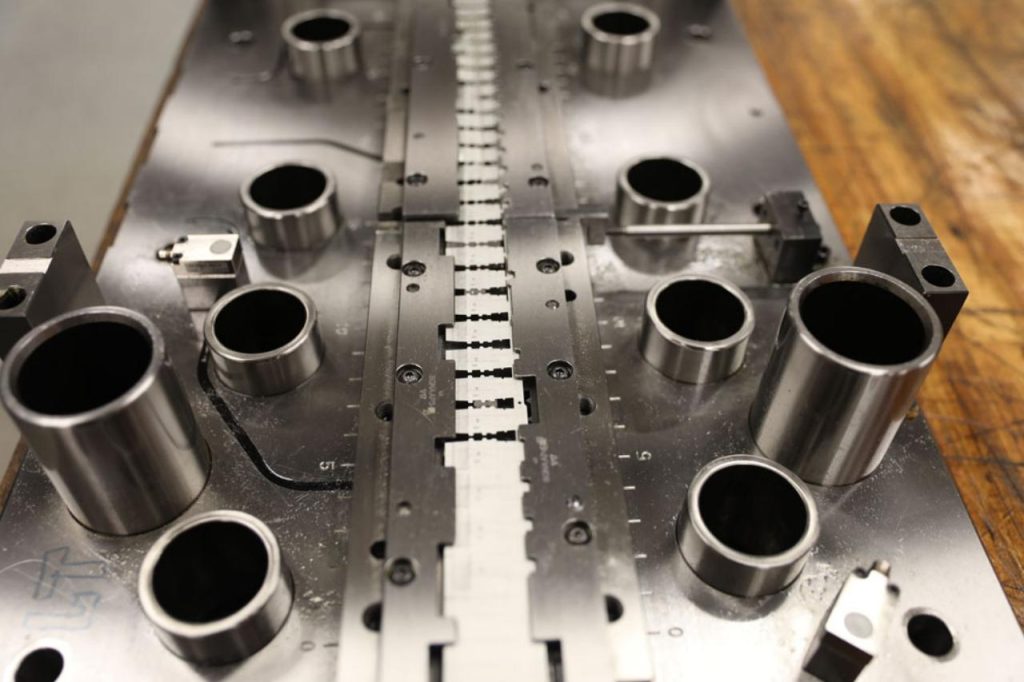
Tooling dies sets are the structural backbone of every metal stamping operation. A single misalignment in the guide system causes punch breakage, dimensional drift, and unplanned downtime. However, most quality failures in stamping do not start with bad press settings or wrong material — they trace back to the die set itself. Therefore, understanding what each component does, what it is made from, and what happens when it fails is the starting point for any serious conversation about stamping quality. What Are the Components of a Tooling Dies Set? Tooling dies sets consist of four primary components: the upper die shoe, the lower die shoe, guide posts, and guide bushings. Together, these elements form a precision-aligned housing that holds punch and die components in exact registration throughout every stroke of the press — from the first part to the millionth. Tooling Dies Set Components: Function and Material Reference Component Name Primary Function Common Materials Upper Die Shoe Mounts and supports the punch assembly; transfers press force downward High-grade steel, cast iron (heat-treated for precision sets) Lower Die Shoe Holds the die block and provides the foundation for the entire set High-grade steel, cast iron (heat-treated for precision sets) Guide Posts Maintain precise alignment between upper and lower shoes during each stroke Hardened tool steel, case-hardened steel, carbide (high-wear applications) Guide Bushings Provide the mating surface for guide posts; control lateral movement and reduce friction Hardened steel, bronze, and self-lubricating composite materials How Tooling Dies Sets Components Affect Stamping Precision Each element in a tooling dies set plays a distinct role. Specifically, one failed component degrades the entire assembly. In high-speed progressive stamping, that degradation happens fast. Upper and Lower Die Shoes The die shoes form the structural platform of the entire set. First, machinists must grind them flat and parallel to within microns. Any deviation introduces a tilt that compounds with every press stroke. Because the shoes absorb the full stamping impact, their material grade and heat treatment determine how long the set holds its geometry. Consequently, an inadequately hardened die shoe deforms over time. The punch-to-die clearance shifts. Parts drift out of tolerance — with no visible mechanical failure to alert the operator. Guide Posts Guide posts control the lateral position of the upper shoe throughout every stroke cycle. Specifically, stamping presses generate significant lateral forces — especially under off-center loading. Therefore, manufacturers must hold extremely tight cylindrical tolerances on every post. A taper or surface irregularity of just 0.003mm accelerates bushing wear and introduces play into the alignment system. Consequently, the punch contacts the die at an angle. The result: burring, uneven cut edges, and in severe cases, catastrophic punch breakage. Guide Bushings: Wear Control in High-Cycle Stamping Dies Bushings take the majority of wear in normal operation. First, manufacturers bore them to match the post diameter with controlled clearance — typically 0.005mm to 0.015mm depending on speed and load. Because bushings act as the sacrificial wear component by design, material selection drives service intervals. Bronze and self-lubricating composites work well in high-cycle applications. However, semiconductor and 3C electronics tooling often requires dry-running engineered composites to avoid contamination. Consequently, wrong bushing material selection ranks among the most common — and most preventable — causes of early die set failure. The Foundation of Every Precision Stamping Operation No stamping result exceeds the quality of its die set. The shoes establish the geometric baseline. Guide posts enforce alignment under dynamic load. Bushings absorb wear and protect that alignment across millions of cycles. When engineers specify all four components correctly — right material, right hardness, right tolerances — tooling dies sets deliver consistent part quality across the full production life of the tool. For industry standards on precision stamping tooling, refer to the Precision Metalforming Association (PMA). That consistency is the only metric that matters in high-volume precision manufacturing.