

A high-end CNC Machining Center delivers sub-micron dimensional accuracy, eliminates geometric variation across complex die components, and compresses lead times without sacrificing consistency. For automotive and electronics die programs, machine capability is not a differentiator. In fact, it is the baseline requirement for staying in the supply chain.
Standard Machining vs. Ultra-Precision CNC Machining Centre: Why the Gap Matters
Not all CNC machining is equal. Standard CNC machining centres operate within tolerances of ±0.01mm to ±0.05mm. Stamping die components — punches, die plates, guide bushings, and stripper plates — require tolerances of ±0.002mm or tighter. In practice, that is a different discipline entirely. At that level, however, factors that standard machining ignores become the primary sources of error.
Heat and vibration are the two primary sources of dimensional error in precision machining. Specifically, a 1°C spindle temperature shift can produce several micrometres of positional drift — enough to push a punch-to-die clearance out of tolerance. Similarly, floor-transmitted vibration introduces surface irregularities on sealing faces and guide bores. Therefore, temperature-controlled rooms, spindle cooling systems, and vibration-isolation foundations are baseline operating conditions. None of these is optional.
In short, ultra-precision machining is an environmental discipline as much as a mechanical one. The machine specification is only one part of the equation.
CNC Machining Center Equipment That Defines Precision Die Quality
Specifying tolerances on a drawing is straightforward. Consistently achieving them across a production run, however, requires the right equipment — operated in the right environment.
| Equipment Type | Brand / Model | Primary Application | Precision Level |
|---|---|---|---|
| High-Speed CNC Machining Center | YASDA (Japan) | Complex geometry, micro-scale parts | ±0.001 mm |
| Jig Grinder | Moore (USA) | Ultra-precision holes and slots | Sub-micron |
| Wire EDM | Sodick / Seibu | Intricate die cutting & punching | High-finish surface |
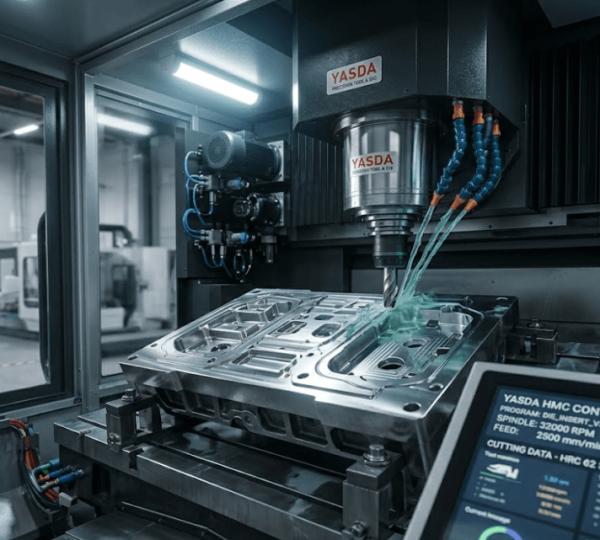
YASDA High-Speed CNC: Complex Geometry and Mirror-Surface Finishing
The YASDA CNC machining center is purpose-built for precision die and mold work. Its thermal compensation system actively monitors and corrects for spindle growth during operation — a critical capability when machining complex 3D geometry on hardened tool steel. Furthermore, its high-speed spindle delivers the surface-finish consistency required for die-sealing faces and ejector pin bores, where surface roughness directly affects part release quality and die service life. For electronics and semiconductor tooling where feature sizes fall below 0.5mm, YASDA’s positioning accuracy of ±0.0005mm is the minimum acceptable specification.
Moore Jig Grinder: Ultra-Precise Hole and Slot Grinding
The Moore Jig Grinder remains the industry benchmark for hole location accuracy in precision tooling. In stamping die construction, guide pin bores, punch retainer holes, and pilot hole locations must maintain positional tolerances of ±0.001mm or tighter across the full die plate. The Moore achieves this through its precision air-bearing spindle and thermally stable cast iron structure. As a result, die assemblies built around Moore-ground components exhibit the guide clearance consistency that high-speed progressive dies demand — often running at 400 to 600 strokes per minute without perceptible wear over millions of cycles.
Sodick and Seibu Wire EDM: Intricate and Non-Standard Die Cutting
Wire EDM is the process of choice for die components that cannot be machined by conventional cutting — hardened steel profiles, internal radii below 0.1mm, and complex aperture geometries. Sodick’s linear motor drive eliminates backlash and servo lag, delivering measurably better corner accuracy on complex die apertures. This is critical for connector terminals, IC lead frames, and fine-pitch electronics components, where profile deviation of 0.003mm translates directly into dimensional rejection. Seibu’s water-based Wire EDM complements the Sodick with high-speed roughing capability on larger die sections — together covering the full Wire EDM range from ultra-fine electronics tooling to heavy automotive progressive die components.
CNC Precision and Die Sets: How Integration Determines Final Performance
A precision-machined component is only as good as the die set it assembles into. When CNC-machined die components are specified to MISUMI or HASCO dimensional standards, the assembly process becomes deterministic rather than iterative. Specifically, punch retainer plates, die plates, and stripper assemblies drop into position within tolerance — eliminating hand-fitting and shimming. As a result, the tryout time is reduced by 30 to 50% compared to non-standardized builds, and first-hit part quality is measurably higher. For procurement managers evaluating suppliers, compatibility with MISUMI or HASCO is a direct indicator of process maturity.
FAQ: What tolerance level should a CNC Machining Center achieve for stamping die components?
For general die plate features, ±0.005mm is the working minimum. For critical locations — guide pin bores, punch retainer fits, and pilot hole positions — the requirement is ±0.001mm to ±0.002mm. Any supplier unable to demonstrate these capabilities with traceable inspection data should not be considered for precision die programs.

Why does surface finish matter in stamping die machining?
Surface finish on die sealing faces, guide surfaces, and ejector pin bores directly affects die performance and service life. A rough surface accelerates wear and can introduce micro-cracking in hardened steel under cyclic press loading. Therefore, mirror-finish grinding on critical faces is a functional requirement, not an aesthetic one.
What certifications should a precision die manufacturer hold?
ISO 9001:2015 is the baseline requirement for any precision die supplier entering a North American or European supply chain. According to the Society of Manufacturing Engineers, documented process capability and traceability are the two most cited deficiencies in tooling supplier audits.
