

Unplanned Precision Mould Components failure does not just stop one machine. Basically, it triggers a cascade — halted lines, scrapped batches, overtime labour, and emergency tooling orders that arrive too late. Therefore, North American procurement managers and maintenance engineers increasingly treat precision mold components as a first-line defence, not a maintenance afterthought. Ultimately, the quality of the components inside your mold determines how long your production run stays profitable.
Why Worn Components Are Costing You More Than You Think
Most production downtime is not caused by catastrophic failure. It accumulates gradually — through worn guide bushings, fatigued ejector pins, and punch inserts that drift out of tolerance after millions of cycles. Consequently, every micron of wear compounds into dimensional variation, increased scrap rates, and eventual die crash.
The real cost is rarely the replacement part. Consider what surrounds it:
- Line stoppage costs in automotive stamping average $10,000–$22,000 per hour, according to industry benchmarks
- Scrap and rework on out-of-tolerance 3C connector housings can consume 8–15% of the batch value
- Emergency tooling lead times from low-quality suppliers routinely add 3–6 weeks of exposure
- Secondary quality escapes — where defective parts reach assembly — carry warranty and liability consequences that dwarf the original tooling cost
Furthermore, in aerospace and medical applications, a single out-of-spec component can trigger a full lot rejection and regulatory review. Indeed, the economics are clear: investing in high-quality precision mould components upfront costs far less than managing the failures they prevent. Poor-quality components affect every part of the tool — from guide systems to the precision stamping dies they support.
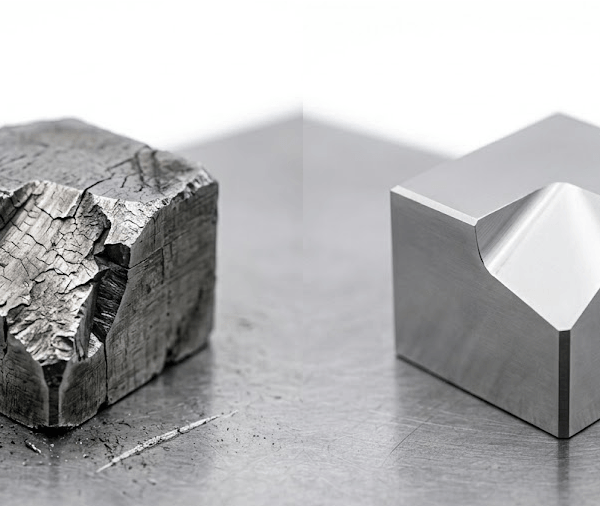
Why Tight Tolerances and Material Selection Determine Service Life
Material choice and machining precision are not independent decisions — they interact directly to determine how long a component performs in service.
Tool steel selection by application:
SKD11 (D2 equivalent) — High chromium cold work steel. Hardness range HRC 58–62. Suited for high-abrasion punch inserts and cutting dies in progressive stamping
SKH51 (M2 high-speed steel) — Superior hot hardness. Used for fine-blanking punches and thin-section inserts operating at elevated cycle speeds
NAK80 pre-hardened steel — Ideal for plastic injection mould cores and cavities requiring mirror-finish surface quality
Tungsten carbide — Specified for ultra-high-cycle applications exceeding 50 million strokes, particularly in connector terminal stamping
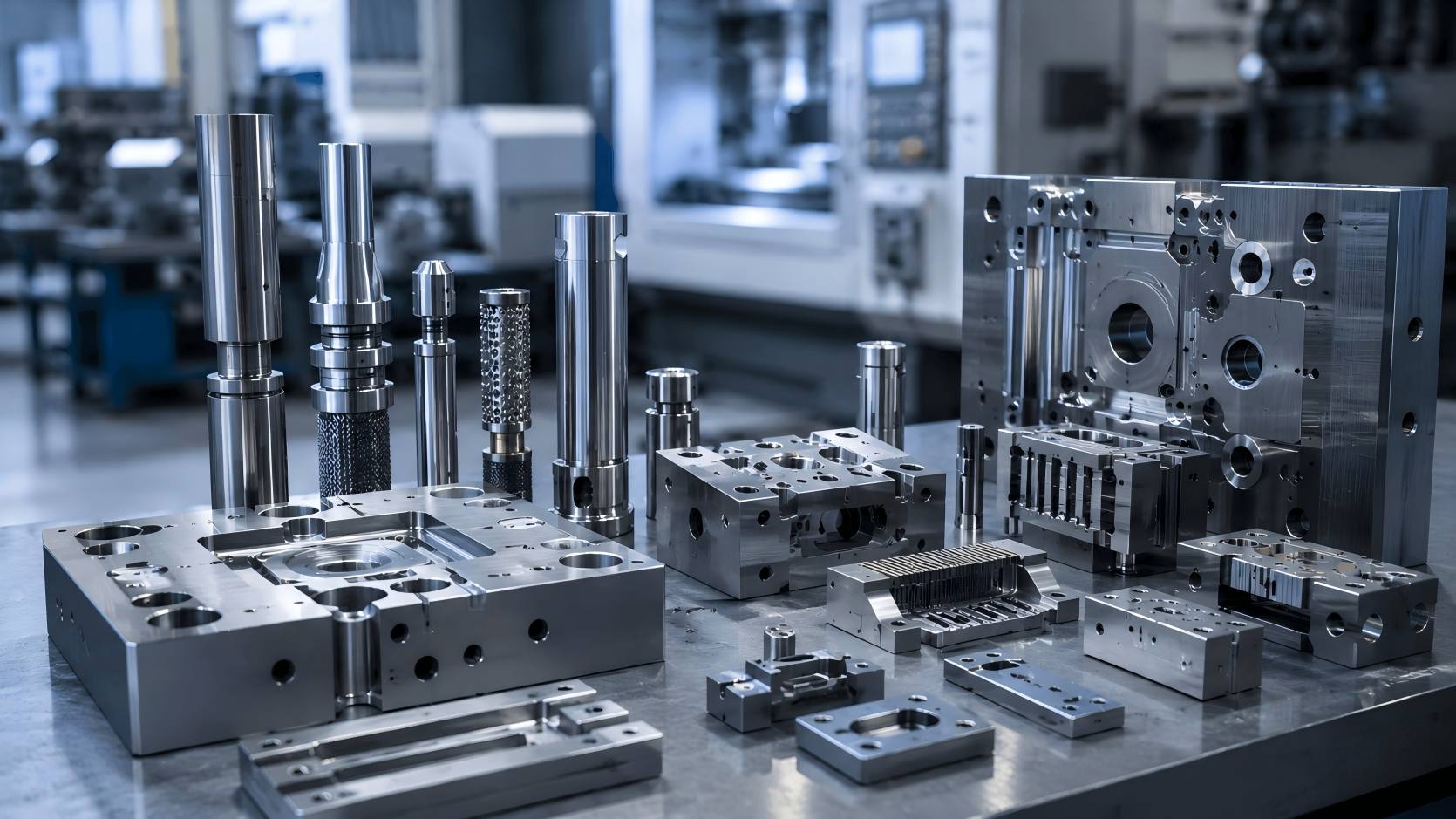
Machining processes that hold tolerance:
Tight tolerances come from specific processes — not specifications alone. Chaoyang’s component manufacturing combines:
CNC jig grinding — Achieves hole and slot accuracy to ±0.001 mm. Essential for guide post bores and punch-to-die clearance
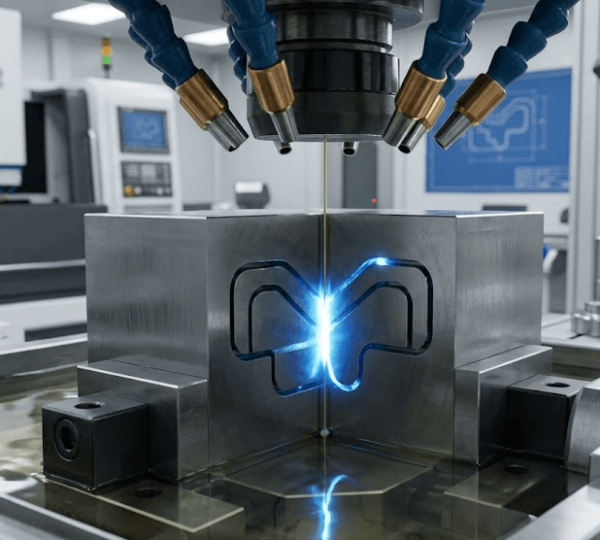
Wire EDM — Cuts complex profiles to ±0.002 mm without contact force or thermal distortion. Accordingly, thin-wall inserts and intricate punch geometries hold their designed geometry through the full cut
CNC milling and turning (3-axis to 5-axis) — Handles complex 3D cavity forms and contoured stripper plates with full dimensional traceability
Surface and profile grinding — Delivers surface roughness to Ra 0.02 μm. Critical for ejector pin bores and parting surface flatness
Why tolerance directly drives downtime:
A guide bushing manufactured to ±0.01 mm rather than ±0.002 mm allows measurably more lateral movement in the punch-die assembly. Over time, that movement accelerates edge wear, increases burr height on stamped parts, and shortens maintenance intervals. Notably, the difference in machining cost between the two tolerance grades runs to dollars — the difference in service life runs into production cycles. According to the Society of Manufacturing Engineers, documented process capability and traceability are the two most cited deficiencies in tooling supplier audits.
Precision Components Are a Maintenance Strategy, Not a Line Item
Production downtime is rarely random. Moreover, it traces back to specific, preventable failure points — most of them living inside the mould itself. Consequently, maintenance engineers who specify high-tolerance, heat-treated precision mould component are not spending more; they are extending service intervals, cutting emergency procurement events, and protecting per-piece economics on every run. Ultimately, the facilities that treat mould component quality as a production continuity investment are the ones that consistently hit cycle targets and keep their tooling costs predictable.

FAQ: What tolerances can Chaoyang hold on precision mold components?
Chaoyang’s machining processes achieve dimensional tolerances as tight as ±0.001 mm for jig-ground features and ±0.002 mm for wire EDM profiles. Surface roughness values reach Ra 0.02 μm on ground and polished surfaces. Every component is verified against customer CAD data using Zeiss CMM equipment before shipment.
What materials are available for custom precision mold components?
Chaoyang supplies components in SKD11, SKH51, NAK80, P20, H13, and tungsten carbide, as well as aluminium alloys and engineering plastics for non-wear applications. All materials ship with full certification and traceability documentation to support incoming inspection and lot control requirements.
How long does a custom precision mould component order take?
Standard tooling components — including guide posts, guide bushings, ejector pins, and punches in common sizes — ship within 3–5 business days. Custom components requiring wire EDM profiling, jig grinding, or complex 5-axis CNC machining are complete in 7–15 working days, depending on geometry and quantity.
