

For custom CNC milling parts, quoting problems usually start before machining begins. Incomplete drawings, unnecessary tolerance burdens, unclear material specifications, and weak RFQ packages are some of the most common reasons costs rise, lead times slip, and parts fail inspection later.
Most of these issues are preventable. The challenge lies in the fact that they are often not discovered until quotations are revised, first-article inspections are conducted, or production must be rushed to meet deadlines.
I focus on three key decisions that most directly impact cost, risk, and quotation accuracy: tolerance setting, material selection, and the quality of the RFQ documentation.
What Makes Custom CNC Milling Parts Expensive?
Custom CNC milling parts become expensive when the drawing increases setup count, adds unnecessary tolerance burden, creates ambiguity in GD&T, or requires more inspection than the application actually needs. Shops do not just price machine time. They also price quoting risk, process risk, and the chance of rework.
Why Drawings Matter for Custom CNC Milling Parts Quotes
Suppliers price risk. That is the logic behind many quotes that come back higher than expected.
A straightforward aluminium part with clear geometry, a current drawing revision, and realistic tolerances is usually easy to quote and easy to machine. The price reflects that. A part with ambiguous GD&T, a 3D model that does not match the 2D drawing, or dimensions that have not been fully reviewed by engineering, is a different story. In that situation, the supplier has to absorb interpretation risk before production even starts.
That risk shows up in the quote. Not because the shop is inflating the price without reason, but because they have learned what incomplete packages cost once the job reaches the floor.
A finished, dimensioned, fully toleranced drawing with a matching 3D model gives a supplier a much better basis for quoting accurately. An early-stage sketch, a partially defined model, or a revision mismatch pushes too much decision-making downstream.
Which Part Features Push Cost Up Fast
Some cost drivers are geometric, and they tend to appear early.
Deep pockets often require longer tools and slower cutting speeds to avoid chatter and deflection. Thin walls flex under cutting load, which slows cycle time and raises scrap risk. Internal sharp corners are another common issue. A rotating cutter cannot create a truly sharp inside corner, so if the drawing requires one without a relief strategy, someone has to catch that before production.
Setting up the count also matters more than many buyers expect. Every time a part is re-fixtured, time goes up and the opportunity for datum shift increases. A part that can be completed in two setups will usually be cheaper and more stable than a similar part that needs four.
Cost is rarely driven by a single feature. It usually comes from a combination of geometry, setup strategy, tolerance burden, and uncertainty in the package the supplier receives.
Tolerance and Inspection Priorities for Custom CNC Milling Parts
Tight tolerances raise cost because they often require slower machining, more stable fixturing, additional inspection, and sometimes secondary finishing. If a tolerance does not affect fit, function, or assembly, tightening it by default usually adds more cost than value.
What constitutes a reasonable tight tolerance
Over-tolerancing is more common than under-tolerancing, and it is often less obvious.
For many parts, a general-purpose tolerance around ±0.005″ is workable across most features without requiring special controls. Once the drawing moves into ±0.001″ territory, the supplier has to think much more carefully about fixture rigidity, thermal stability, cutting sequence, and inspection method. Tighter than that, and process qualification may become part of the job, whether the quote calls it out explicitly or not.
That is not an argument against tight tolerances. It is an argument for using them intentionally.
A locating bore, a sealing surface, or a feature tied directly to assembly performance may justify a much tighter tolerance than the rest of the part. But when the same level of precision gets applied to features that are not functionally critical, cost rises quickly without much practical benefit.
Before finalising a drawing, buyers should separate critical-to-function features from general features. That distinction often has more effect on quote quality than any later price negotiation. For teams working with more complex datum structures or feature controls, reviewing established GD&T fundamentals can also help reduce ambiguity before the RFQ stage.
How Inspection Requirements Add Time and Cost
Inspection is another place where cost and risk live, especially when requirements are broader than they need to be.
First article inspection reports, CMM data, and certificates of conformance all add time and overhead. That overhead is justified when the part truly requires it. It becomes harder to justify when a prototype with non-critical geometry is held to the same inspection package as a production component in a tightly controlled assembly. Inspection consistency also depends on whether the supplier has a structured inspection and quality assurance process rather than relying only on operator judgment.
Related tolerances also deserve attention. Perpendicularity, true position, and runout do not exist in isolation. They form a chain, and the shop has to plan whether that chain can realistically be achieved within the selected setup strategy.
Inspection requirements should follow function, just like tolerances. If the drawing calls for a full FAIR, a detailed CMM report, and additional documentation on every repeat run, regardless of part criticality, that requirement should be deliberate rather than habitual.
Material Choice for Custom CNC Milling Parts
Material choice affects more than raw stock price. It changes machinability, tool wear, cycle time, achievable finish, heat-treatment risk, and in some cases the entire production sequence. The same geometry can behave very differently once the material and post-machining requirements change.
How Material Changes Affect Machining Difficulty
Grade selection is usually the easy part. The downstream effects are where things become more important.
Aluminium is generally fast to machine and forgiving on tooling. 6061 is a common example. 7075 raises strength but remains relatively manageable. Stainless steel introduces more variation. 303 machines reasonably well, while 316 is tougher and slower. 17-4 PH requires more careful planning, especially if hardness and final condition matter.
Titanium and high-temperature alloys such as Inconel belong in a different category. They demand specialised tooling, tighter process control, and real experience. A supplier that does not machine those materials regularly may still quote the part, but the pricing and risk profile will reflect that.
Buyers often focus on grade selection first, but machinability matters just as much. A material that looks acceptable on paper may still add cycle time, consume tools faster, and complicate surface finish expectations.
The Importance of Heat Treatment and Certification in the Early Stages
Some of the biggest problems do not come from the material itself. They come from what happens after machining.
Heat treatment is a common example. Tool steels and certain stainless grades may be machined before heat treatment, then finished afterwards. That sounds straightforward until a tight bore moves or a datum surface distorts during the process. If those risks are not accounted for in the machining sequence, the part may no longer hold the required dimensions.
That is why sequence matters. Features expected to move may need stock left for post-treat grinding or finishing. Trying to machine everything to the final size first and hoping heat treat leaves the geometry unchanged is an expensive way to learn the wrong lesson.
Certification requirements also need to be clear before quoting begins. Mill certs, RoHS documentation, DFARS-compliant material, or traceability requirements should be part of the RFQ from the start. A supplier may be capable of machining the part well and still fail to meet the paperwork requirements your system depends on.
What Should Buyers Include in an RFQ for Custom CNC Milling Parts?
A strong RFQ for custom CNC milling parts should include a current 2D drawing, a matching 3D model, material specification, tolerance notes, finish requirements, quantity, inspection needs, and target lead time. Missing any of these usually slows quoting or forces the supplier to make assumptions that later affect price or delivery.
Core Files and Technical Information
For most projects, the technical package should include:
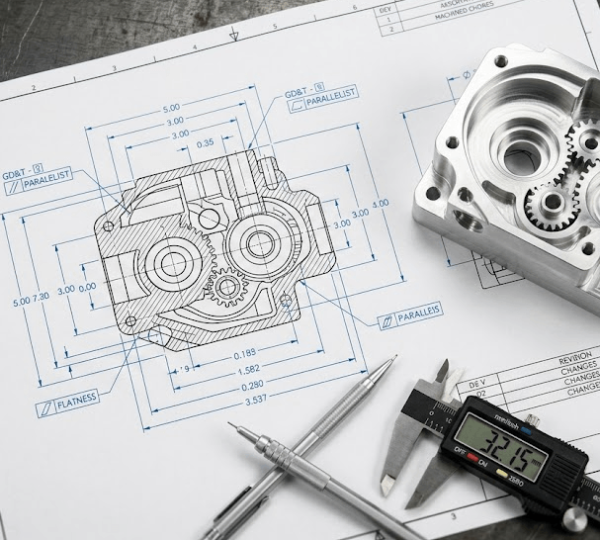
- Latest revision 2D drawing with complete dimensions and clear GD&T
- Matching 3D model in STEP or IGES format
- Material grade and condition
- Critical tolerances or special fit/function notes
- Surface finish, coating, or cosmetic requirements
The more complex the part, the less room there is for a supplier to fill in missing intent on their own. A quote can only be as accurate as the package behind it.
Commercial and Quality Requirements to Clarify
The RFQ should also define the commercial and quality side of the job:
- Prototype quantity and expected production quantity
- Estimated annual volume, if relevant
- Requested lead time and whether it is fixed or flexible
- Inspection and documentation needs such as FAIR, CMM report, or certificate of conformance
- Any traceability or certification requirements tied to shipment
A complete RFQ does not guarantee the lowest quote. It usually produces a more accurate one. That matters more in the long run.

How to Evaluate a Supplier for Custom CNC Milling Parts
A capable supplier for custom CNC milling parts should have the right machines, but equipment alone is not enough. Quoting discipline, inspection capability, material traceability, and the quality of technical questions during review are often better indicators of whether the part will be right the first time.
Why Equipment Alone Does Not Tell the Whole Story
Machine capability is the starting point, not the full answer.
A supplier still needs the correct machine type, working envelope, tooling strategy, and fixturing approach for the part in question. Buyers should also review the supplier’s broader CNC machining capabilities, especially when the project may move from prototypes into repeat production. Five-axis capability may matter for complex geometry or for reducing setup count. But a shop with impressive equipment and weak process discipline can still produce inconsistent results.
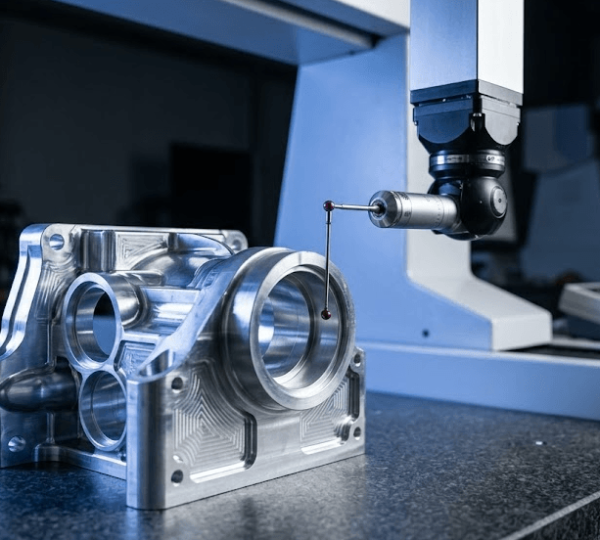
That is why quality systems matter. In-house CMM inspection, documented process control, and a functioning quality framework tell you more about repeatability than a machine list by itself. ISO 9001 does not prove machining excellence, but it does show that the shop has a documented system rather than relying entirely on individual habit.
What Good Suppliers Reveal During Quoting
The quality of a supplier often becomes visible before production starts.
Good questions during quoting are usually a positive sign. They show the supplier is reviewing manufacturability before committing to price. Silence is not always efficient. Sometimes it simply means the assumptions have been postponed.
If a supplier asks about datum structure, unresolved tolerance relationships, thread form, missing finish details, or material certification requirements, that usually indicates careful review. A shop that quotes immediately without clarifying obvious gaps may be ignoring risk rather than managing it.
Capacity matters too. A supplier that can turn prototypes quickly may not be the same supplier that can support repeat production at stable volume. If a production ramp is possible, that conversation should happen early.
Buyers comparing suppliers should also look beyond machine lists and review broader precision machining services capabilities, especially when a project may move from prototype quantities into ongoing production.
Getting Custom CNC Milling Parts Right
Sourcing custom CNC milling parts well is less about chasing the lowest quote than about defining the job clearly enough for the right supplier to quote and produce it with confidence. In practice, the biggest issues usually trace back to front-end decisions: drawing completeness, tolerance intent, material sequencing, inspection scope, and RFQ quality.
The suppliers worth keeping tend to do the same few things well. They ask precise questions before quoting, flag avoidable risks early, and align their process with the part’s real functional requirements instead of simply pricing whatever appears on the drawing.
