

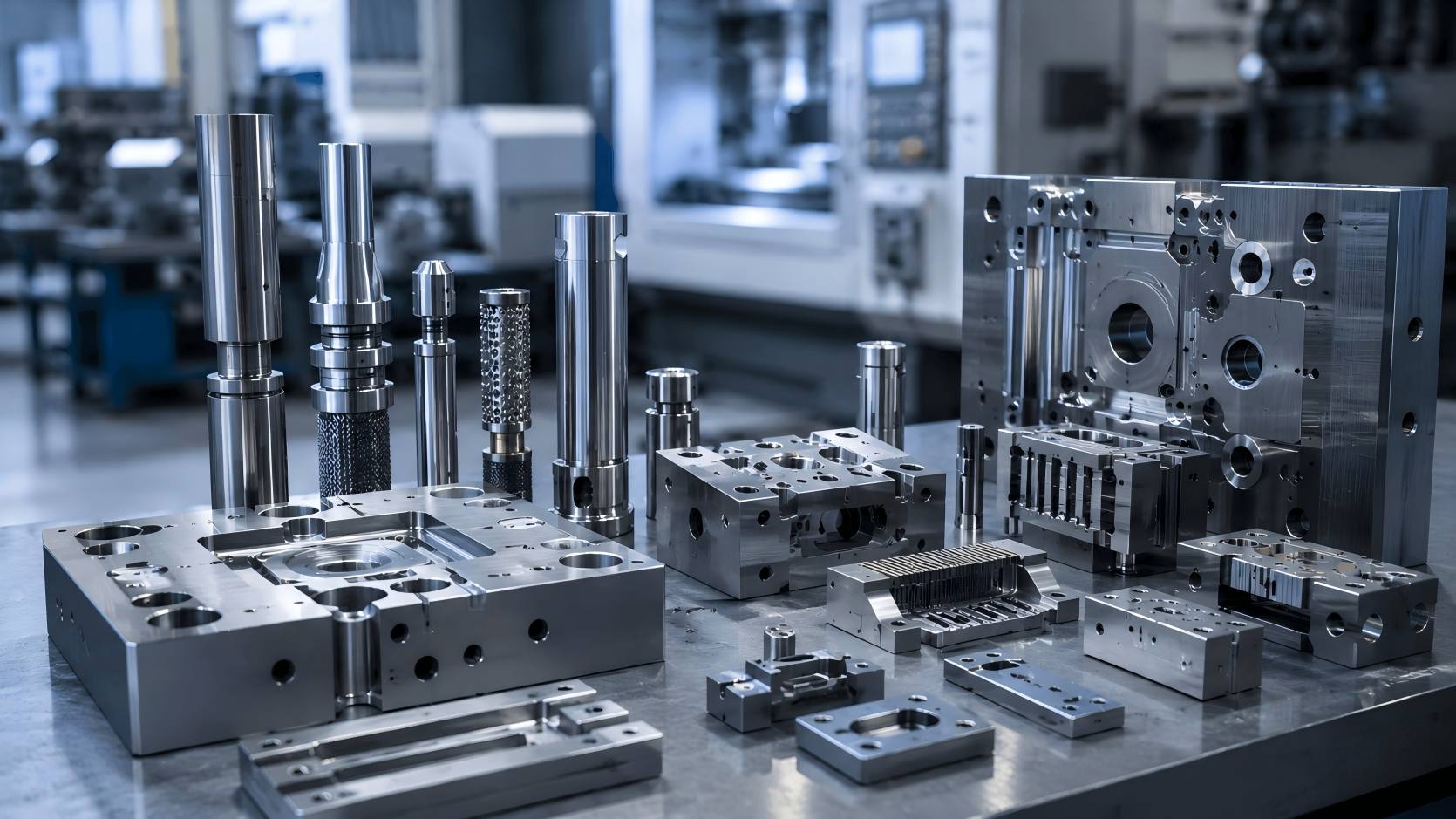
Progressive stamping die machining services support the production of precision tooling components. These components are used in high-volume metal stamping operations. Chaoyang operates as a precision machining manufacturer. The focus is on die component manufacturing, tooling part processing, die assembly, and die tryout support. Each engagement is built around the specific geometry, material, and tolerance requirements of the customer’s application.
The machining work covers tooling for a range of precision metal parts. These include terminals and connectors, LED and IC components, motor parts, electromechanical assemblies, and customised metal geometries. For buyers evaluating machining support, die component quality directly affects dimensional accuracy, assembly fit, and die service life. It also affects production stability over long manufacturing runs.
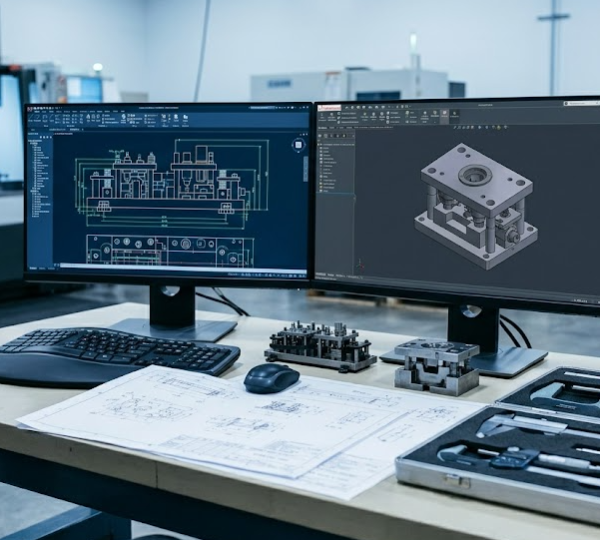
Precision Tool Design with SolidWorks
Accurate die component machining depends on accurate die design. Before any material is cut, the station layout, strip progression, and feature geometry must be clearly defined. Clearance specifications also need to be established before machining begins. Design ambiguity at this stage tends to cause dimensional inconsistency. It can also result in poor component fit or repeated correction cycles after assembly.
Chaoyang uses SolidWorks-based precision tool design. CAD/CAM tools and simulation capabilities support this process. The engineering team can model station sequencing, evaluate forming requirements, and resolve design conflicts before machining starts. For buyers, the result is fewer revision loops and more accurate component dimensions. It also reduces the risk of late-stage adjustments.
The value is clearest for complex precision parts. Terminals and connectors often have multiple formed features with tight positional tolerances. IC lead frame components require tight pitch control. LED component brackets demand consistent micro-geometry. Customised part profiles need careful design planning. In each case, SolidWorks-based design helps ensure that machined die components will assemble correctly and produce consistent parts across high cycle counts.
Material Flexibility in Progressive Stamping Die Services
Different production programs place different demands on die structure and machining approach. A thin-gauge connector stamped from 0.15 mm copper strip requires a different tooling configuration than a motor bracket formed from 1.5 mm steel. Material thickness, part geometry, tolerance requirements, and production volume all influence what die structure is appropriate.
Chaoyang’s progressive stamping die machining services support material thicknesses from 0.1 mm to 2.0 mm. This covers a broad range of stock materials and part types. On the structural side, the service spans from basic blank-through dies to fully customised progressive dies. These include multiple forming, trimming, and punching stations.
Each die structure type carries its own machining requirements. A simple blank-through die may require straightforward profile grinding and accurate clearance fitting. A fully customised progressive die demands tighter component tolerances and more complex machining sequences. Close attention to assembly alignment is also required. Matching the machining approach to the die structure produces better results. Component dimensional accuracy, die assembly fit, and long-term production stability all benefit.
For sourcing teams managing programs with varying complexity, this range of capability is practical. A single precision machining manufacturer can support both straightforward and technically demanding tooling within the same production environment.
Durable Components, Assembly, and Tryout in Precision Stamping Die Machining
Accurate machining of individual die components is necessary, but not sufficient on its own. Components also need to be made from materials suited to the stamping environment. They must be assembled to correct specifications and verified under production conditions before full-scale manufacturing begins.
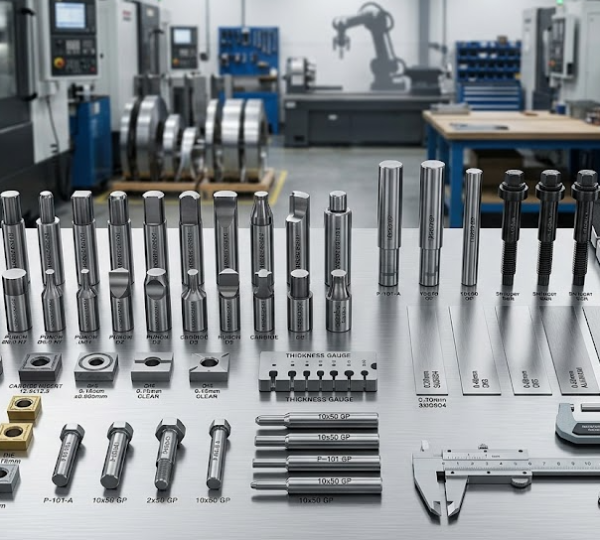
Tooling component materials include carbide, ceramic, powder metals, and conventional tool steel. Selection depends on the demands of each specific application. Carbide offers significantly higher wear resistance than conventional tool steel. This makes it well-suited for high-cycle or abrasive stamping conditions. It extends the service life and reduces maintenance frequency. Ceramic and powder metal components serve applications requiring specific combinations of hardness, toughness, and dimensional stability. Material selection directly affects machining process parameters, component longevity, and overall tooling performance.
Beyond component fabrication, the service includes complete die assembly and die tryout. CMM measurement and material testing support quality control at this stage. CMM measurement verifies that machined components and assembled die features meet specified dimensional requirements. Material testing confirms that tooling components meet specified hardness and mechanical properties. Together, these steps ensure the assembled die reflects the accuracy of the individual machined components.
Verifying Die Stability Before Mass Production
Completing assembly and collecting initial sample parts is not the same as confirming production readiness. A die may produce acceptable parts during a short tryout. However, it may still show marginal strip feeding behaviour at production cycle rates. Forming variability or early wear patterns can also appear over extended runs. These conditions are difficult to detect from a limited sample count alone.
The tryout under representative conditions allows the team to observe strip feeding stability. It also verifies forming accuracy across a meaningful part count. The team checks the sample part consistency against the dimensional requirements. Dimensional verification at this stage follows widely referenced metrology practices outlined in ISO 10360. Any adjustments needed before full-scale production can be identified and resolved at this stage. CMM measurement of tryout parts establishes a reference baseline for in-process quality checks during mass production.
Resolving feeding issues or component fit adjustments at the tryout stage is far less disruptive than addressing them after mass production has started. For buyers, a thorough tryout and inspection process reduces unplanned downtime, elevated scrap rates, and schedule disruptions during production ramp-up.

Reliable Progressive Stamping Die Machining Support for Precision Parts
Chaoyang’s progressive stamping die machining services address three interconnected areas. Each one directly influences tooling accuracy, assembly performance, and production reliability.
Precision tool design with SolidWorks establishes a solid engineering foundation before machining begins. It reduces design correction cycles and improves dimensional predictability for complex parts. Versatile handling of material thicknesses from 0.1 mm to 2.0 mm lets the machining team match each approach to actual project requirements. Die structure options range from simple blank-through dies to fully customised progressive dies. Durable die component materials, complete die assembly, and structured tryout and inspection support ensure that finished tooling performs reliably after delivery.
For product engineers and purchasing teams evaluating precision machining support, these three areas provide a practical framework. They help assess whether a machining manufacturer can deliver tooling that meets both dimensional and production performance requirements.
