

In precision manufacturing, the performance and durability of a tooling die set depend largely on the materials used in its manufacture. A well-designed tooling die set ensures consistent dimensional accuracy, stable production cycles, and a longer service life in high-volume production environments. Conversely, choosing unsuitable materials can lead to premature wear, cracking, or excessive maintenance costs. From an engineering perspective, die machining must balance several key factors, including hardness, wear resistance, toughness, and machinability. Each different material, such as SKD11, SUJ2, conventional tool steel, or pre-hardened steel, has a unique combination of these properties. Therefore, engineers must carefully evaluate the production environment, stamping pressure, and cycle frequency before determining the most suitable material.
Commonly Used Materials in Tooling Die Set Manufacturing
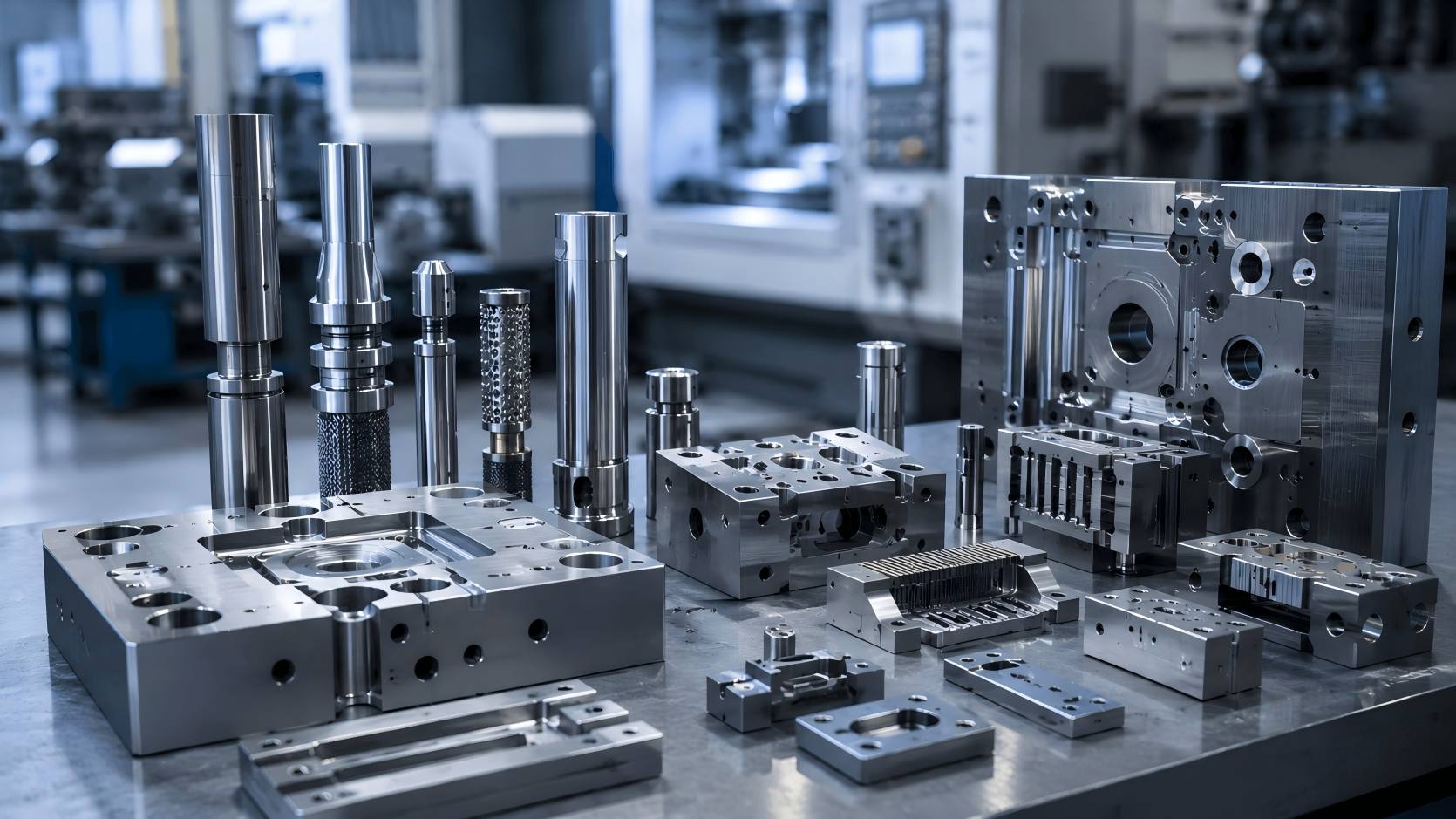
Manufacturers typically produce Tooling Die Sets using a range of specialized steels designed to withstand extremely high mechanical stresses and repeated operating cycles. The most commonly used materials include general-purpose tool steels such as SKD11, SUJ2, H13, and A2, as well as pre-hardened steels designed to increase machining speed and reduce heat-treatment requirements.
Each of these materials plays a specific role in die machining. For example, SKD11 is widely known for its excellent wear resistance, making it suitable for cutting edges and high-friction surfaces. SUJ2, with its excellent hardness and fatigue resistance, is ideal for precision guiding components. Meanwhile, tool steels such as H13 combine strength and toughness, making them excellent for applications subjected to impact or thermal stress. On the other hand, pre-hardened steels offer significant advantages in processing efficiency and production costs. Because suppliers provide these materials in a partially hardened state, manufacturers can shorten production cycles and reduce the risk of deformation during die manufacturing.
A Key Material Choice for Tooling Die Set Manufacturing
SKD11 is a high-carbon, high-chromium cold work die steel, one of the most commonly used materials for manufacturing die components due to its excellent hardness and wear resistance. SKD11 exhibits excellent durability in high-friction or repetitive cutting operations. In actual die manufacturing, manufacturers often use SKD11 to manufacture components such as punches, cutting dies, and trimming tools. After proper heat treatment, the material can reach a hardness of HRC 60 or higher, maintaining a sharp cutting edge even after prolonged production operation.
Another advantage of SKD11 is its excellent dimensional stability during heat treatment. This characteristic helps maintain tight tolerances in precision manufacturing environments. However, due to its high carbide concentration, SKD11 is relatively difficult to machine. Therefore, machining SKD11 parts for mold assemblies typically requires advanced CNC machining and EDM.

SUJ2 Precision Mold Components
SUJ2 is a high-carbon, chromium-bearing steel widely used in mold assemblies and is especially suitable for components requiring excellent hardness and fatigue resistance. Although initially developed for bearing applications, its excellent mechanical properties also make it suitable for certain mold components subjected to repetitive mechanical stresses.
In tooling die set machining, SUJ2 is commonly used to manufacture guide pins, bushings, ejector pins, and locating components. These parts require smooth surfaces, high hardness, and excellent wear resistance to ensure precise positioning within the tooling die set. One of the main advantages of SUJ2 is its ability to achieve extremely high hardness after heat treatment while maintaining a good surface finish. This allows engineers to produce highly polished parts, thereby reducing friction and improving the operational stability of the tooling die set. However, manufacturers generally do not use SUJ2 steel for heavy-duty cutting edges or applications that require high impact strength because its toughness is lower than that of some tool steels.
Tool Steel Options for High-Strength Mold Applications
Tool steel remains a core material for mold components, possessing excellent properties such as hardness, toughness, and thermal stability. Engineers use H13, A2, and S7 as the most widely used tool steels, and they design each one for different operating conditions. H13 tool steel is particularly suitable for applications with high temperatures or repeated impact loads. In tooling die set machining, manufacturers often use H13 to manufacture mold bases, forming dies, and components that must withstand thermal stress. Its excellent resistance to thermal cracking and thermal fatigue makes it ideal for harsh industrial environments.
A2 tool steel combines good wear resistance and machinability, making it suitable for general mold parts. Engineers recognize S7 tool steel for its excellent impact resistance, which makes it suitable for applications that experience sudden impacts or high punching pressure. By carefully selecting the appropriate tool steel, manufacturers can significantly improve the reliability and service life of mold assemblies while reducing maintenance needs and production downtime.

Pre-hardened Steel and Machining Tooling Die Sets
Pre-hardened steel has become an increasingly popular material choice in die manufacturing, especially where production efficiency and cost control are critical. Unlike traditional tool steels that require extensive heat treatment after machining, pre-hardened steel is supplied in a partially hardened state.
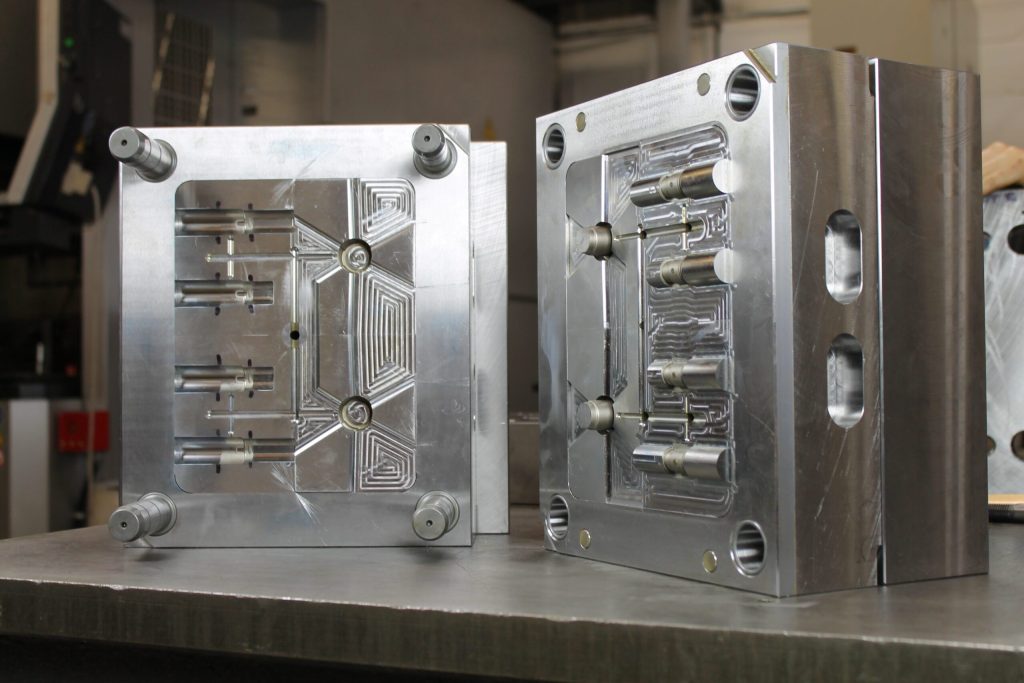
This characteristic simplifies the die-machining process, reducing the number of manufacturing steps required to achieve the desired mechanical properties. Because the material is already hardened, manufacturers can perform CNC machining and grinding without concern for significant dimensional deformation during heat treatment. Pre-hardened steel is commonly used in die bases, support plates, and other structural components in tooling die sets. While their hardness may not be as high as SKD11 or other high-performance tool steels, they are sufficient to meet the strength and durability requirements of many applications.
Tooling Die Set Machining and Surface Treatment Technologies
In addition to material selection, the performance of tooling die sets is highly dependent on appropriate manufacturing processes and surface treatment technologies. Advanced tooling die set machining technologies, including CNC machining, wire EDM, precision grinding, and vacuum heat treatment, ensure that die components achieve the required dimensional accuracy and mechanical strength.
Surface treatments such as nitriding, PVD coating, and hard chrome plating further enhance the durability of mold components by improving wear resistance and reducing friction. These processes form a protective layer, extending the service life of mold parts operating under high stress conditions. By combining suitable materials with advanced processing techniques, manufacturers can optimize the performance and reliability of mold assemblies.
Making the Right Material Selection
The long-term performance of a tooling die set depends not only on machining accuracy but also on the strategic selection of materials and the optimized processing techniques used in its fabrication. Materials such as SKD11, SUJ2, various tool steels, and pre-hardened steels each have their advantages. They can significantly impact the durability, efficiency, and overall cost of a mold system. By carefully matching material properties with specific operational requirements, engineers can manufacture mold assemblies that maintain stable performance even under harsh production conditions.
